
Calibrare gli step/mm dell’estrusione di una stampante 3D (FDM) è uno dei primi step che si deve effettuare appena si compra una nuova stampante oppure quando si cambia il blocco estrusore della stessa.
Non è possibile infatti unboxare una stampante e cominciare a stampare i vostri files .STL sperando che i parametri preimpostati siano corretti: ogni stampante infatti, necessita di una propria calibrazione preliminare minuziosa, pena un risultato delle stampe molto lontano da quello desiderato.
In questa mini guida vediamo come portare a termine in pochi minuti la calibrazione degli step/mm.
Piccola introduzione
L’estrusore è quel blocco della stampante 3D che consente, tramite ruote godronate, di spingere il filamento (PLA, PLA+, ABS, TPU, …) verso l’ugello per essere fuso. La scheda madre della stampante, interpreta i comandi GCODE del modello da stampare e comanda i vari componenti della stampante (motori degli assi, motore dell’estrusore, hotend…) per lavorare in sincronia e portare a termine la stampa del file.
Tra questi è presente un comando che permette di “gestire” la quantità di materiale che deve essere “spinta” verso l’ugello. E’ facilmente intuibile che se il comando richiede una certa quantità X di materiale da fondere, ma nella realtà la quantità estrusa differisce in eccesso (o in difetto), il risultato finale di stampa sarà compromesso. In caso di eccesso di materiale saranno presenti degli avvallamenti e rigonfiamenti sul manufatto finale, mentre nel caso di difetto di materiale saranno presenti dei buchi nella stampa finale. E’ quindi necessario che la quantità reale estrusa sia conforme a quella del comando inviato.
Come effettuare la calibrazione
Per effettuare la calibrazione è importante sapere prima qual’è il valore E-STEP attuale preimpostato sulla stampante 3D. Esistono 2 modi per farlo:
- tramite display della stampante, se essa lo permette
- tramite software dedicati come REPETIER HOST
Dato che ogni modello di stampante ha un pannello LCD diverso dalle altre, in questa guida prenderemo in esame l’utilizzo di REPETIER HOST.
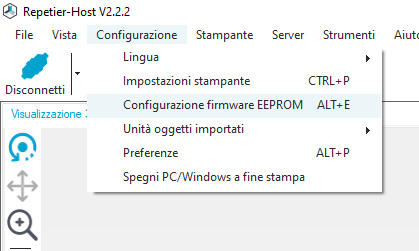
Dopo aver correttamente collegato la propria stampante al PC tramite cavo USB (nel caso aveste bisogno dei driver CH341 come nel caso in esame della mia Flying Bear Ghost 5, ecco il link del download), apriamo REPETIER HOST e dal menu CONFIGURAZIONE selezioniamo IMPOSTAZIONI STAMPANTE.
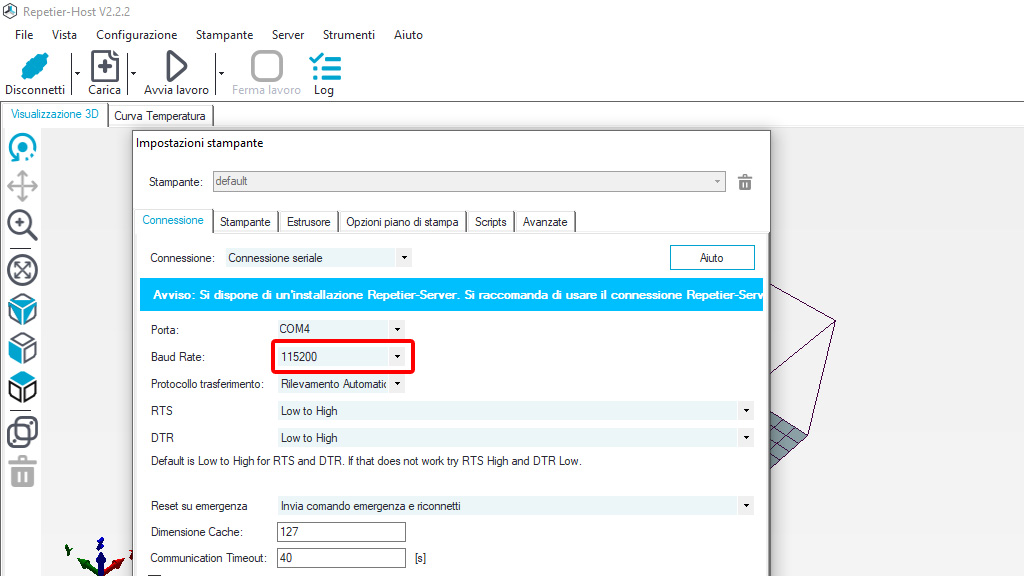
 Accertiamoci quindi di impostare il la porta COM ed ilbaud-rate corretto, che nel 99% dei casi è 115200:
Accertiamoci quindi di impostare il la porta COM ed ilbaud-rate corretto, che nel 99% dei casi è 115200:
 Una volta configurati, salviamo e clicchiamo CONNETTI dalla home del programma.
Una volta configurati, salviamo e clicchiamo CONNETTI dalla home del programma.
Andiamo ora nella scheda CONTROLLO MANUALE e nel campo G-Code digitiamo M503 e inviamo il comando
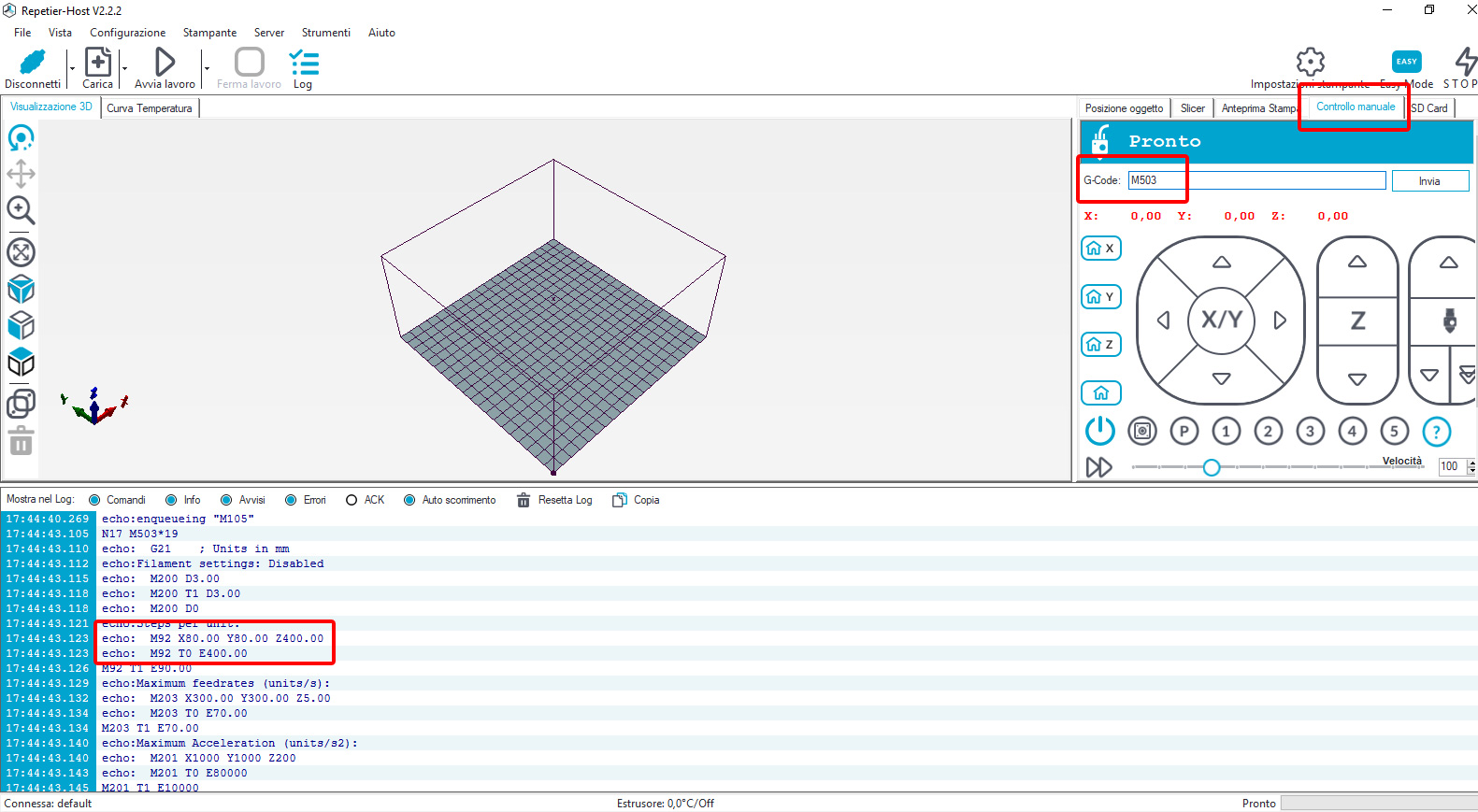 Nel blocco di log in basso quindi andiamo a cercare il codice M92.
Nel blocco di log in basso quindi andiamo a cercare il codice M92.
A noi interessa il numero “appiccicato” alla E…nella foto di esempio con la Flying Bear Ghost 5: 400.00
Segnamocelo da qualche parte.
Prova di estrusione
Ora è il momento di verificare se tale valore è corretto oppure ha bisogno di aggiustamenti: per fare ciò andremo ad estrudere in manuale 100mm di filamento e verificheremo con un calibro digitale che siano veramente 100mm!
Per fare ciò rimuoviamo il filamento dall’ugello e dall’estrusore… come se volessimo fare un cambio bobina. Scolleghiamo dall’estrusore il tubo PTFE. Reinseriamo il filamento nell’estrusore fino a farlo uscire di poco (basta meno di un centimetro) e segnamo con un pezzo di scotch di carta (o un pennarello a punta fine) la posizione iniziale del filamento, alla base dell’uscita dall’estrusore o ancor meglio tagliamo con un tronchesino il filamento sempre a filo dell’estrusore.
A questo punto andiamo su REPETIER HOST sempre nella sezione CONTROLLO MANUALE e inviamo in ordine i seguenti comandi:
M302 P1
Il comando appena inviato serve per rimuovere la protezione termica e di fatto ci dà la possibilità di comandare l’estrusore anche se l’ugello è freddo.
G92 E0
Il comando riposiziona l’origine dell’estrusore nella posizione attuale.
Poi:
G1 E100 F800
Quest’ultimo comando è quello che azionerà l’estrusore, facendo avanzare il filamento (teoricamente) di 100mm.
Una volta terminata l’estrusione, andiamo a misurare con il calibro digitale l’effettiva lunghezza estrusa, misurando tra il segno effettuato in precedenza e l’uscita dell’estrusore.
Facendo un esempio di filamento estruso per 98mm:
Per correggere il problema esiste una formula matematica che è:
 Nel caso di esempio quindi è:
Nel caso di esempio quindi è:
100 / 98 X 400.00 = 408.16
Ecco trovato il nuovo valore E-STEP che ci permette di correggere la discrepanza.
Per settare il valore nella EEPROM della stampante utilizziamo sempre i comandi manuali e scriviamo:
M92 E408.16
(ovviamente sostituite al posto di 408.16 il vostro valore ottenuto)
Confermiamo la modifica con il comando:
M500
A questo punto possiamo rieffettuare la prova di misurazione, segnando nuovamente con lo scotch di carta il filamento a filo dell’uscita dell’estrusore e reinviare i comandi:
G92 E0
G1 E100 F800
Ora dovreste riuscire a misurare effettivamente 100mm. Se non fosse così è necessario rieffettuare i calcoli con la formula precedente, ovviamente utilizzando il valore di E-STEP precedentemente calcolato.
Se invece abbiamo ottenuto i nostri 100mm (o 100,01…99,99… ovviamente pochi centesimi di millimetro sono tollerati!) possiamo procedere.
Riabilitiamo il controllo della protezione termica che avevamo disabilitato all’inizio:
M302 P0
Togliamo eventuali pezzi di scotch, ricolleghiamo il tubo all’estrusore e siamo pronti con altre calibrazioni che vedremo in un’altra guida dedicata.
Sei in cerca di un estrusore più efficiente?
- Redrex Bowden Estrusore Dual Drive: https://amzn.to/3B6P4qy
- BZ 3D Dual Drive Bowden: https://amzn.to/2ZFYueT
- Estrusore a doppio azionamento TUZUK: https://amzn.to/3owrtMD
- Redrex Upgrading Bowden: https://amzn.to/2YnkT0d






 dotata di bowden.){kind=link}